LM2013数控龙门加工中心
LM2013数控龙门加工中心是山东威力重工机床有限公司为您精心设计制造的高质量、高精度、高性能的高档技术密集型产品。LM2013属于线轨龙门系列,(即:工作台前后移动方向及横梁移动方向均为线性导轨,主轴滑座上下移动方向为滑动导轨)。此种机床设计新颖,外形的总体结构美观大方。机床的各项精度稳定,性能可靠,操作方便灵活。
LM2013数控龙门加工中心车间实物展示

LM2013数控龙门加工中心外形图

数控龙门加工中心

LM2013龙门加工中心图片

数控龙门加工中心发货图
龙门数控加工中心用途:
该机床整机刚性好,操作方便灵活,可进行立铣。钻。扩。攻丝等加工工序,用途广泛。特别适用于加工各种形状复杂的二。三维凹凸模型及复杂的型腔和表面。更适于企业生产车间批量加工零件。
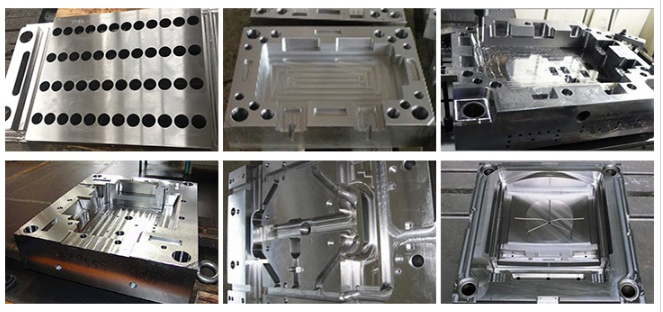
数控龙门加工中心加工案例展示
LM2013数控龙门加工中心主要技术参数:
|
主要规格技术参数 |
LM2013 |
|
X轴行程 |
mm |
2000 |
|
丫轴行程 |
mm |
1300 |
|
Z轴行程 |
mm |
800 |
|
主轴鼻端至台面 |
mm |
150-950 |
|
门宽 |
mm |
1300 |
|
工作台尺寸 |
mm |
2200*1100 |
|
最大承重 |
kg |
6000 |
|
主轴形式 |
|
皮带传动 |
|
T型槽(尺寸×数量×间距) |
|
22×7×150 |
|
主轴转数 |
rpm |
20-6000 |
|
主轴锥孔 |
|
BT50 |
|
主轴马达 |
kW |
26 |
|
X/Y/Z |
kW |
7/4.5/4.5 |
|
刀具容量 |
pcs |
24 |
|
刀柄/拉钉形式 |
|
MAS50/BT50 |
|
刀具最大直径/长度/重量 |
mm/mm/kg |
φ77/320/20 |
|
刀具最大直径(相邻无刀) |
mm |
Φ130 |
|
刀具选刀方式 |
|
随机 |
|
刀具交换时间(刀-刀) |
s |
3 |
|
X/Y/Z轴快速位移 |
m/min |
12/12/10 |
|
切削进给率 |
m/min |
10 |
|
定位精度 X |
mm |
±0.006
±0.005
±0.005
±0.003
±0.003
±0.003 |
|
Y |
mm |
|
Z |
mm |
|
重复定位精度X |
mm |
|
Y |
mm |
|
Z |
mm |
|
机床外形(L*W*H) |
mm |
6100*3120*4130 |
|
机床重量 |
kg |
17000 |
|
电源容量 |
KVA |
45 |
|
数控系统 |
|
FANUC Oi-MD |
机器性能特点介绍:
a、本机床的铸件均采用树脂砂铸件,且通过两次人工时效处理,稳定性好,强度高,各项精度稳定可靠。
b、本机床所选用的主轴系统全套从台湾的专业生产配套厂商进口,各重要零部件均经过强化处理;采用世界知名品牌P4级专用轴承及采用KLUBRNBU15油脂润滑,整套主轴在恒温条件下组装完成后,均需通过电脑平衡校正及跑合测试,使得整套主轴的使用寿命长,可靠性高(特别注意:主轴连续运转24小时,必须停机1小时,让润滑脂回流润滑轴承)。
c、本机床XYZ三轴传动的滚珠丝杆均采用台湾专业配套生产厂商PMI或HIEIN提供的C3级双螺母预紧滚珠丝杆,滚珠丝杆两端轴承均用进口P4级60°接触角的配对组合滚珠丝杆专用轴承,且三轴承滚珠丝杆均进行预拉伸,从而保证三轴的传动刚性强,精度稳定可靠。
d、与主轴滑座导轨相结合的横梁滑座导轨采用耐磨贴塑处理,大大降低导轨间的摩擦力,消除了导轨可能产生的爬行现象,提高了机床的运动精度。
e、机床的的润滑系统均采用容积式自动集中润滑系统,可确保任一润滑部位得到充分润滑,建议供油时间为每15分钟供油1次,润滑油建议用ISOVG68导轨油。
f、机床采用滚柱式精密传动线性导轨。
g、配重采用液压平衡系统。



